Nitridace - ARCOR a TENIFER
Díky více než padesátileté zkušenosti v oblasti chemicko-tepelného zpracování je nyní HEF Groupe světovým lídrem v oblasti kapalné iontové nitridace. Různé varianty zpracování, které jsou patentovány a pojmenovány skupinou HEF pod názvy ARCOR, TENIFER, TUFFTRIDE, MELONITE, NUTRIDE nebo QPQ jsou seskupeny pod společný název CLIN (Controled Liquid Ionic Nitrocarburizing).
Procesy CLIN společně s příslušným průmyslovými zařízeními se snadno přizpůsobily různým omezením ze strany životního prostředí a technickým požadavkům a jejich aplikace je neustále vyvíjena v různých oborech průmyslu.
Tyto postupy zpracování se týkají především železných slitin (oceli, litiny, korozivzdorné oceli, atd.) a probíhají při teplotách 500 až 630 °C.
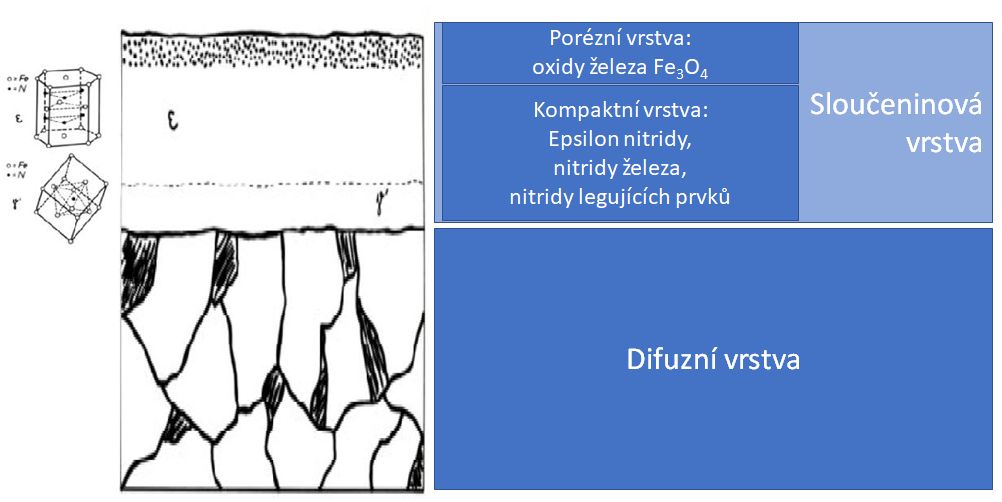
Cílem nitridace technologií CLIN je při heterogenní povrchové reakci, převést do základní kovové slitiny dusík a uhlík, které jsou obsaženy v solné tavenině. Po difuzi dusíku do oceli, jsou na povrchu dvě zřetelné fáze:
- vrstva nitridů železa (obecně Ɛ-epsilon typ, ale také ƴ-gamma fáze) a nitridů legujících prvků, která se nazývá sloučeninová vrstva (také spojovací - v anglické literatuře compound layer, v německé literatuře Verbindungsschicht; také se objevuje název "bílá vrstva"), která je na povrchu porézní
- difuzní vrstva, která je pod sloučeninovou vrstvou, v které je dusík přítomen v pevné formě mezi atomy železa a legujících prvků