

Prezentace
Provozovny Techniques Surfaces (TS) jsou dceřinými společnostmi
HEF Group
a nabízejí širokou škálu technologií prováděných na zakázku (většinou patentovaných HEF Group), aby vyhověly požadavkům průmyslových klientům v oblasti povrchového inženýrství.
Techniques Surfaces doprovází své zákazníky již více než 40 let a šíří odborné znalosti HEF po celém světě prostřednictvím téměř 50 provozoven v 18 zemích.
Skupina HEF a její dceřiná společnost Techniques Surfaces si vybudovaly svou reputaci v oblasti povrchových úprav a povlaků ve třech strategických oblastech:
- Procesy kapalné iontové karbonitridace, s případnou oxidací (CLIN®): ARCOR®, SURSULF®, TENIFER®, TUFFRIDE®, MELONITE® a QPQ®.
- Tenké vrstvy získané pomocí vakuové depozice (PVD a PACVD): CERTESS® a PROCEM® vrstvy.
- Specifické úpravy difuzní depozice (STANAL®, DELSUN®, ZINAL® a FOREZ®), mechanické depozice (DEPTON®) a nástřikové depozice (DOT®, TEGLISS®, SDA® a GRAPHLUB®) poskytující materiálům zajímavé tribologické vlastnosti.
Pro splnění této mise si Techniques Surfaces a její jednotky stanovily několik cílů:
- Být blízko velkých průmyslových areálů s cílem zkrátit přepravní časy a náklady.
- Neustále inovovat za účelem vývoje nových technických řešení.
- Udržovat a vyvíjet stále efektivnější a konkurenceschopnější výrobní zařízení.
- Poskytovat kvalitní služby.

Technologie a know-how Techniques Surfaces jsou dnes využívány prakticky ve všech oblastech činnosti, které se v jakékoli míře týkají funkcionalizace a/nebo ochrany povrchů.
Toto výsadní postavení spočívá na čtyřech hlavních přednostech:
- Řada procesů splňujících specifická omezení pro většinu materiálů (oceli, litiny, lehké nebo měděné slitiny, keramika, skla, polymery, kompozity atd.).
- Řešení přizpůsobená tak, aby vyhovovala nejrůznějším generickým funkcím (mechanické, optické, elektrické, dekorativní funkce atd.).
- Schopnost kombinovat několik technologií za účelem poskytnutí vhodné odpovědi na konkrétní požadavek a/nebo vytvoření nové funkce.
- Široké spektrum aplikací a přítomnost v diverzifikovaných sektorech.

Vždy a v neustálém zájmu o kvalitu, který je hnacím motorem společnosti Techniques Surfaces od jejího založení, byl na jejích různých místech přijat celkový přístup ke kvalitě tak, aby co nejlépe vyhovoval požadavkům různých obsluhovaných sektorů: automobilový průmysl, veřejné práce , letectví, obrana, průmysl atd. Tento přístup vedl k rychlé certifikaci Techniques Surfaces (ISO 9001 : 2008 a EN9100 - Qualifas) s aktivním zapojením veškerého personálu. Ekologický přístup ve svých jednotkách pokračuje, Techniques Surfaces se zavazuje, že budou jeho výrobní zařízení a jeho procesy stále čistší. Kromě toho přístup neustálého zlepšování platný v rámci skupiny umožňuje nabízet svým zákazníkům reprodukovatelné a kvalitní zpracování, které je tak celosvětově duplikováno v neustálém zájmu o dokonalost.
Společnost Techniques Surfaces neustále investuje do nejpokročilejších technologií, aby šla dále ve spokojenosti zákazníků a byla schopna splnit požadavky od jednotlivých dílů až po velmi velké objemy, a zároveň zachovat efektivní cenovou a dodací politiku.
Naše síť zakázkových provozů
Interaktivní mapu s lokalizací všech našich poboček po celém světě naleznete ZDE
Naše zakázkové služby
Povrchové úpravy se v posledním roce rychle rozvíjely. Všechna průmyslová odvětví je nyní široce používají k řešení problémů s povrchy nebo k tomu, aby povrchům součástí dali novou funkci.
Technologie a kow-how TECHNIQUES SURFACES pomáhají inženýrům v povrchovém inženýrství a/nebo ochraně povrchů v celé řadě oblastí: letectví, kosmonautika, elektřina, stavební zařízení, automobilový průmysl, zbraně…
Toto výsadní postavení má čtyři hlavní výhody:
- Rozsah úprav použitelný pro většinu materiálů (ocel, litina, měkké nebo měděné slitiny, keramika, sklo, polymer, ...)
- Řešení pro všechny funkce: mechanické, optické, elektrické ...
- Schopnost kombinovat více zpracování a/nebo technologií pro poskytnutí vhodné reakce na konkrétní potřebu vytvořit nový funkční povrch.
- Schopnost adaptace na dané prostředí, osvědčené technologie v jiných oblastech .
K tomu si společnost Techniques Surfaces a její jednotky stanovily několik cílů:
- Být blízko velkých průmyslových areálů, aby bylo možné poskytovat optimální služby v krátkých dodacích lhůtách.
- Naslouchat potřebám svých zákazníků poskytováním poradenství a technické pomoci k nastavení optimálního řešení jejich povrchových problémů.
- Udržovat a vyvíjet výrobní prostředky pro stále efektivnější a konkurenceschopnější výrobu, aby vyhovoval různorodým potřebám těchto klientů. Tato filozofie nyní umožňuje zpracovávat technické povrchy stejně a se stejnými standardy, díly od jednotlivých kusů až po velké výrobní série.
- Zajistit kvalitní služby nad rámec certifikací tím, že bude denně zapojovat všechny spolupracovníky, aby byla zajištěna konzistentní úroveň kvality a jednotnost bez ohledu na to, jaká instituce provádí dodávku.
Naše povrchové technologie
Nitridace
ARCOR™
Řada zpracovatelských procesů určená pro železné kovy, spojující vysoce účinnou antikorozní ochranu s dobrou odolností proti opotřebení. ARCOR pasivuje povrch zpracovávaného dílce metodou chemicko-tepelného zpracování a aplikací finálního organického filmu. Díly ošetřené ARCORem mají vynikající černý dekorativní vzhled.

| Parametry zpracování: | Proces ARCOR probíhá při teplotě mezi 540 a 630°C a doba zpracování se pohybuje mezi 30 a 210 minutami. |
| Poznámka: | Na rozdíl od elektrolytických povlaků nedochází u ARCOR k žádné vodíkové křehkosti. Instalované zařízení je vhodné pro zpracování dílů do průměru 1300 mm , výšky 2300 mm. |
| Opatření: | Proveďte 3hodinové žíhání na odstranění pnutí alespoň před konečným obráběním. Zpracované dílce nečistěte rozpouštědly. |
| Příklady aplikací: | Nápravové závěsy, kloubové desky jeřábů, mechanismy elektrického zařízení, amutomobilové zámky, čepy, ovládací šrouby, hřídele stěračů oke, koule pro bowling, žehličky, atd. .. |
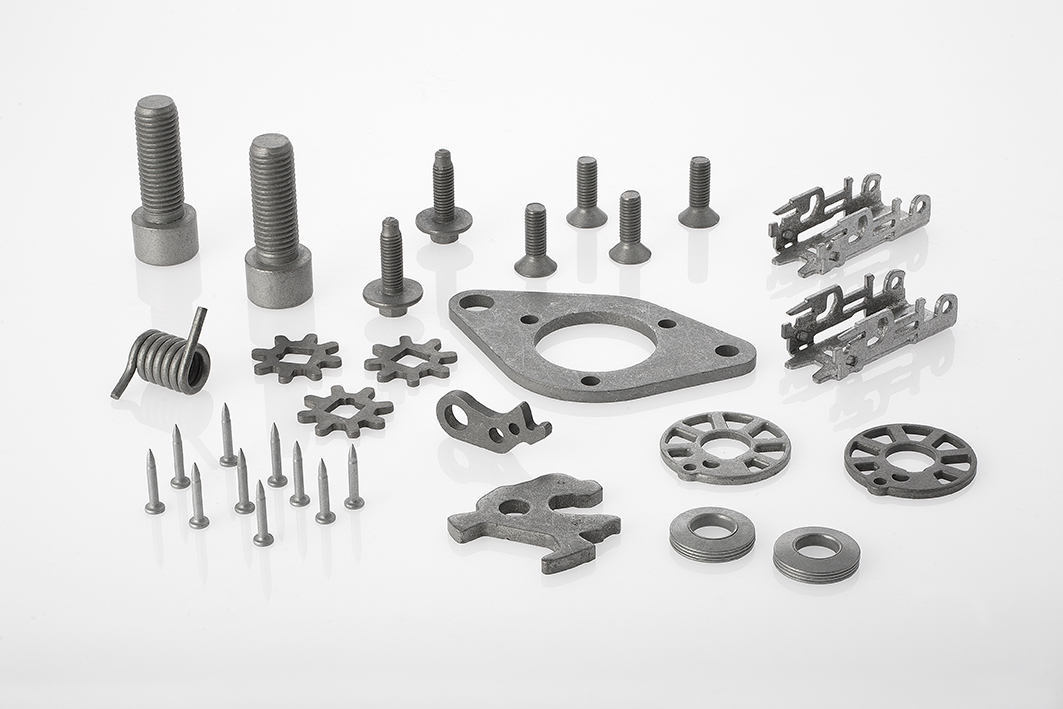
TENIFER/QPQ - HEF PATENT
Karbonitridační procesy úpravy spojují chemicko-tepelnou difúzi v solných lázních s pasivací a konečnou úpravou. Umožňují kombinovat vlastnosti odolnosti vůči korozi, opotřebení a únavě oceli a litiny. Tato úprava je kombinována s operacemi mechanického čištění/leštěním jako součást QPQ, aby se snížila drsnost povrchu.

| Parametry zpracování: | Teplota procesu TENIFER se nastavuje mezi 500 a 630 °C a doba zpracování se pohybuje mezi 30 a 210 minutami. |
| Poznámka: | Instalované zařízení umožňuje opracování dílů do průměru 1300 mm a výšky 2300 mm. Opatření, která je třeba přijmout: Před konečným obráběním naplánujte 3hodinové žíhání pro odstranění pnutí při teplotě o 20 °C vyšší, než je teplota ošetření. |
| Příklady aplikací: | Ozubená kola, vačkové hřídele, ložiska, vložky turníny, hřebeny, řezné nástroje, klikvé hřídele, hydraulické válce, náboje kola, ojnice, kardan, kloubové čepy, formy pro tlakové lití Al, písty, ... |
SURSULF™
Nitridace v solné lázni pomocí sírou aktivovaných, nekontaminujících solí, zvláště vhodné pro železné kovy. SURSULF účinně řeší všechny problémy s opotřebením, únavou a zadření díky výjimečné nitridační síle lázně.
| Parametry zpracování: | Teplota lázně SURSULF je mezi 540 a 570 °C a doba zpracování se pohybuje mezi 30 a 210 minutami. |
| Poznámka: | Instalované zařízení je vhodné pro zpracování dílů do průměru 1300 mm, výšky 2300 mm. |
| Opatření: | Před konečným obráběním naplánujte 3hodinové žíhání na odstranění pnutí při min. T 590 °C . |
| Příklady aplikací: |
Ložiska, vačkové hřídele, podložky, obložení motoru, řezné nástroje, klikové hřídele, hydraulické válce, náboje kol, táhla, klouby pantů, části forem pro tlakové lití Al, čepy závěsů, atd.... |
SULF BT™
Elektrolytická přeměna
povrchu základního materiálu
v roztavené solné lázni slouží k vytvoření vrstvy sulfidu železa pro zlepšení odolnosti proti zadření a pro posílení přilnavosti mazacích filmů. Vrstva má vynikající samomazné vlastnosti.

| Parametry zpracování: | SULF BT se používá při teplotě 190 ± 5°C. |
| Poznámka: | Zpracování je možné u tepelně zpracovaných ocelí s nízkou teplotou popouštění, zejména u cementovaných ocelí. |
| Opatření: | SULF BT není vhodný pro oceli s obsahem chrómu vyšším než 12 %. |
| Příklady aplikací: |
Povrchově kalená nebo cementovaná ložiska, vačkové hřídele, obložení motoru, kulové klouby, pístnice, dílce diferenciálu, vidlice převodovky, atd... |
Vakuová depozice - PVD/PACVD
| Povlak | Tvrdost (HV) | Max. teplota použití | Tloušťka vrstvy (µm) | Teplota povlakování (°C) | Koeficient tření | Typické aplikace |
| CERTESS® N Cr-N | 1800 | 700 | 1-5 |
150 - 350
| 0.5 | Tvářecí nástroje Formy na výrobu plastů a pryže Střední opotřebení mechanických a automobilových součástí |
| CERTESS® X Crx-Ny | 2200 | 700 | 1-5 |
150 - 350
| 0.5 | Stejné jako CERTESS N |
| CERTESS® Ti Ti-N | 2700 | 500 | 2-6 |
250 - 450
| 0.4 | Střední opotřebení mechanických součástí
Dekorativní účely |
| CERTESS® G Zr-N | 2700 | 500 | 2-6 |
250 - 450
| 0.4 | Stejné jako CERTESS® T, s lepší korozní odolností |
| CERTESS® T Ti-Al-N | 3000 | 800 | 1-5 |
300 - 450
| 0.3 | Mechanické součásti - odolnost proti abrazivnímu opotřební za vysokých teplot Řezné nástroje pro těžko obrobitelné nástroje |
| CERTESS® SD Ti-B-N | >3500 | 800 | 1-5 |
300 - 450
| 0.3 | Tlakové lití hliníku |
| CERTESS® na bázi WC-C |
1500 - 2000 | 350 | 2-4 |
150 - 350
| 0.20 - 0.25 | Snížení tření a opotřebení součástí automobilového a průmyslového vybavení a průmyslového vybavení |
| CERTESS® na bázi DLC | 1000 - 2800 | 350 | 2-4 |
150 - 350
| 0.10 - 0.15 | Snížení tření a opotřebení součástí automobilových a průmyslových zařízení |
|
PROCEM® Silver Base multivrstva
| N/A | N/A | 1-5 |
80 - 100
| N/A | Elektromagnetické stínění |
|
CERTESS® TC taC
| 4000 | 1-2 |
Snížení opotřebení součástí automobilových a průmyslových zařízení Řezné nástroje |
Laky
TEGLISS™
Organické povlaky využívající tepelně tvrzené nebo tepelně stabilní polymery (PTFE, POLYIMID)

| Vlastnosti (v závislosti na typu povlaku): |
|
| Materiály vhodné pro ošetření: | Všechny typy kovových podkladů. |
| Příklady aplikací: | Formy, ventily, nápravy závěsů, táhla, kroužky, ložiska, speciální šrouby a matice, automobilové zámky, části brzd, míchadla, formy na pečivo, atd... |
SDA™ - GRAPHLUB™
Nanášení organických povlaků na ošetřené díly pevnými mazivy, jako je Mo2S nebo grafit.

| Vlastnosti (v závislosti na typu povlaku): |
|
| Materiály vhodné pro ošetření: | Všechny typy materiálů používaných v třecích prostředích. |
| Příklady aplikací: | Zásobníky (zbraně), jeřábové hřídele, ropné konktory, kulové klouby, ventily, podložky, formy, různé dílce pro letecký průmysl, suchá ložiska, různé díly pro jaderný průmysl, tyče ovládacích ventilů, atd.... |
ROMAX™
Organické povlaky pro technické nebo dekorativní účely.

| Vlastnosti (v závislosti na typu povlaku): |
|
| Poznámka: | Polymerní povlaky lze klasifikovat do dvou hlavních kategorií: kapalné povlaky a práškové povlaky (fluidní lože, elektrostatické stříkání atd.). |
| Materiály vhodné pro ošetření: | Všechny typy substrátů |
| Příklady aplikací: | Průmyslové ventilátory, průmyslové rozvaděče, generátory, rámy motorů, hlavy šroubů, části lodí a jiné do vody určené dílce, kryty pro elektronické účely, atd... |
Žárové nástřiky
Obloukové nástřiky
Povlak kovů a kovových slitin nástřikem roztavených částic.

| Vlastnosti: |
|
| Materiály vhodné pro ošetření: | Všechny materiály kromě mědi. |
| Příklady aplikací: | Papírenské válce, synchronizátory a převodové vidlice, listy ventilátoru, čepy klikových hřídelí, díly turbokompresorů |
Nástřiky plazmovým obloukem
Hustý povlak kovů, keramiky nebo cermetů získaný rozprašováním roztavených částic plazmovým obloukem.

| Vlastnosti: |
|
| Materiály vhodné pro ošetření: | Všechny neorganické materiály kromě mědi. |
| Příklady aplikací: | Vodítka drátu, těsnění, lékařské protézy, protahovače, blokovací vložky, atd... |
Fosfátování
Chemická konverzní úprava poskytující vrstvu krystalického fosfátu (Mn, FeMn, Zn, ZnFe, ZnCa).

| Vlastnosti: | Fosfátování manganového typu: snižuje tření, zlepšuje přilnavost mazacích filmů. Zinkové fosfátování: zlepšuje odolnost proti korozi, vynikající základ pro přilnavost vrchních organických povlaků. |
| Materiály vhodné pro ošetření: |
|
| Příklady aplikací: | Části převodovek, vačkové a klikové hřídele, části zbraní, kohouty ventilů, šrouby a matice, části excentrických ložicek, atd... |
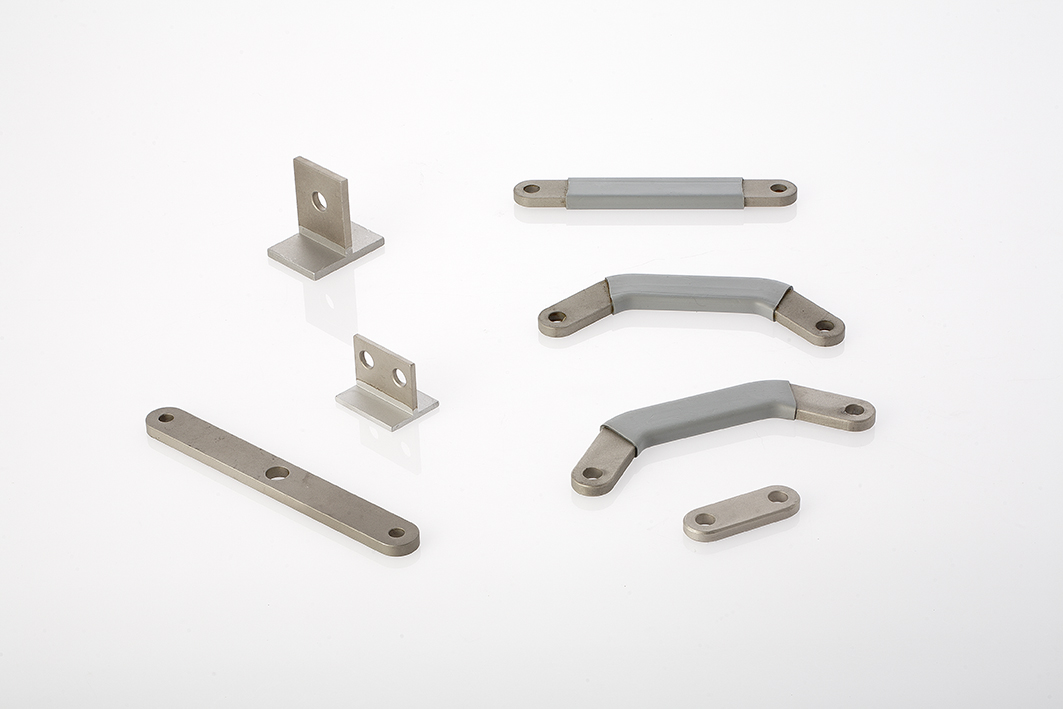
STANAL 400®
Difúzní úprava kovu v pevné fázi při 400°C. STANAL 400® zlepšuje odolnost proti zadření dílů z nerezové oceli beze změny odolnosti proti korozi.

|
Vlastnosti:
|
|
|
Materiály vhodné pro ošetření:
|
|
| Příklady aplikací: | Elektrické konektory pro letectví, hydrailické spoje, korozivzdorné šrouby a matice pro jaderný průmysl, různé dílce pro jadernou energetiku, kloubové nápravy pro dveře ponorky, části parních turbín |
Ostatní povlaky
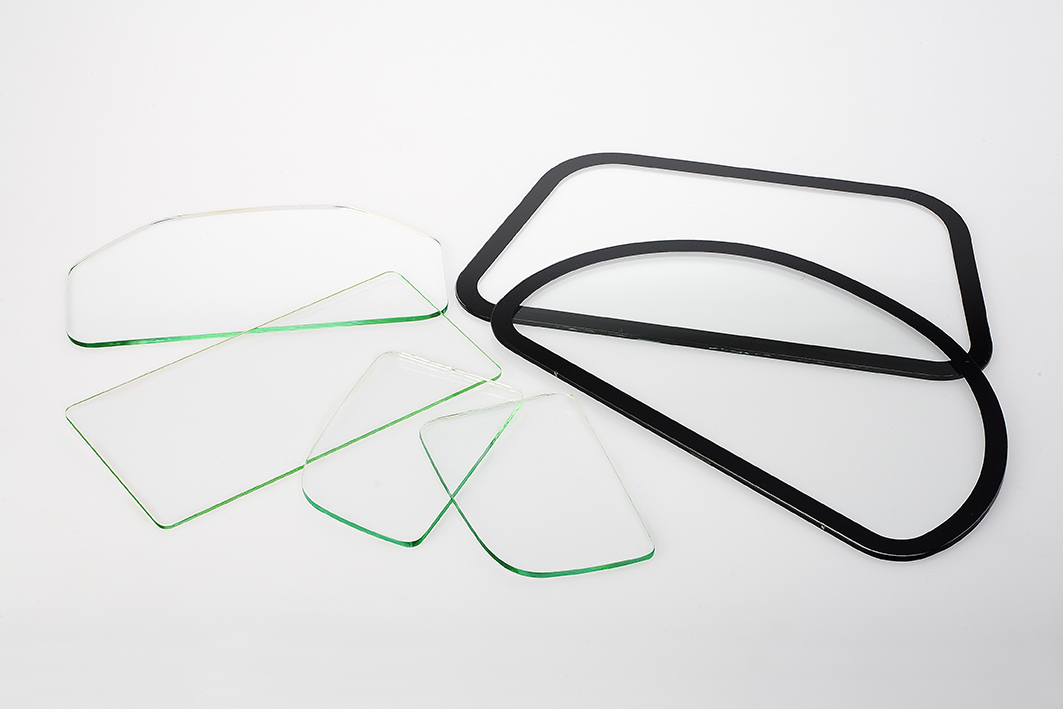
ABAR™
Organické nátěry zastavující usazování mlhy úpravou povrchového napětí podkladu.
| Vlastnosti: |
|
| Materiály vhodné pro ošetření: | Organická skla (polykarbonáty), minerální skla |
| Příklady aplikací: | Kryty helmy, bezpečnostní optika, sportovní brýle, obrazovky, ciferníky, atd. |
POKOVENÍ STŘÍBREM:
Pokovení stříbrem se získá elektrolytický povlak vhodný pro mechanické aplikace a elektrické použití.

| Vlastnosti: |
|
| Materiály vhodné pro ošetření: |
|
| Příklady aplikací: | Svařovací konektory, flexibilní konektory, kolektory, kontaktní čepele, pájecí svorky, těsnění ventilu, atd... |
ZINKOVÁNÍ
Elektrolytické zinkové povlaky určené ke zlepšení odolnosti železných slitin proti korozi.

| Vlastnosti: |
|
| Poznámka: | K dispozici je několik typů povrchové úpravy :
|
| Příklady aplikací: | Pružiny, speciální rám motoru, šrouby a matice, podložky, desky elektrického zařízení, mechanismy zámků, hydraulické zámky, kulové klouby, atd... |
NICALEC: LICENCE PECHINEY
Niklový povlak na hliníkových (a slitinách) dílech pro zajištění optimální elektrické vodivosti.
| Vlastnosti: |
|
| Materiály vhodné pro ošetření: | Čistý hliník Hliníkové slitiny typu AGS. |
| Příklady aplikací: | Nízkoproudové el. připojení, Cu-Al el. spoje, přenosy silového porudu v kolejových vozidlech a elektricky řízených letadlech, automobilové sppje, atd... |
BEZPROUDOVÝ NIKL :
Základní povlak ze slitiny fosforu a niklu získaný autokatalytickou redukcí soli niklu. Může následovat tepelné zpracování při teplotě mezi 150 a 650 °C v závislosti na požadovaných vlastnostech.

| Vlastnosti: |
|
| Materiály vhodné pro ošetření: | Všechny druhy materiálů s povrchem vhodným pro katalytickou reakci. |
| Příklady aplikací: | Části ventilů, písty rozdělovačů, formy na plasty, tělesa akumulátorů, ložiska forem pro sklářský průmysl, synchronizátory, atd... |
DELSUN™
Povrchová úprava pro zamezení opotřebení a zadření dílů ze slitiny mědi. Tato úprava se získává elektrolytickým pokovováním na bázi cínu s následným difúzním tepelným zpracováním při 300 °C.

| Vlastnosti: |
|
| Materiály vhodné pro ošetření: | Bronz, mosaz, slitiny mědi a hliníku, slitiny mědi a niklu. |
| Příklady aplikací: | Šrouby a matice, tělesa čerpadel, synchronizátory, převodovky, vodící pouzdra, ventily, volnoběžné převodovky, klapky, razící nástroje, atd. |
DEPTON™
Slitiny zinku/cínu a kovu se deponují mechanickými prostředky k ochraně dílů ze slitin železa proti korozi.
| Vlastnosti: |
|
| Poznámka: | Nanášení pasivačních vrstev je možné. |
| Materiály vhodné pro ošetření: | Všechny oceli, zejména oceli s vysokou mezí pružnosti. |
| Příklady aplikací: | Pružiny, podložky, příslušenství na mřížky, vidlice, zámky na poštovní schránky, čepy klikový hřídelí, průchodky, pojistné kryty, příslušenství pro horolezectví, atd... |